Детали цилиндро-поршневой группы МТЗ нужно менять либо при увеличенном расходе картерного масла, либо возрастании концентрации газов в картере двигателя, которые фиксируются специальными приборами.
Чтобы провести экспертизу деталей, нужно отделить головку цилиндров, а затем снять поддон картера. Если отделив головку блока цилиндров, на поверхности блока вы обнаружите трещины, нужно немедленно остановить дальнейшую разборку, а двигатель
отсоедините от остова трактора и отправьте в ремонт.
Если видимые на глаз дефекты отсутствуют, снимите масляный насос, трубопроводы и крышки шатунных подшипников, вытащите поршни в сборе с шатунами из гильз цилиндров.
Какие из деталей цилиндро-поршневой группы МТЗ-80, МТЗ-50, ЮМЗ-6 более всего могут износиться?
Это — поршневые кольца, поршень, втулка верхней головки шатуна,
вкладыши шатунных подшипников, гильзы цилиндров (см. на рис. 2.1.29, 2.1.30).
Диаметр гильзы нужно мерять (рис. 2.1.31) на месте наибольшего износа верхнего пояса гильзы в плоскости,
параллельной оси коленчатого вала, ну а затем в плоскости качания шатуна. При каком раскладе нужно заменить гильзу цилиндра МТЗ-80, МТЗ-50, ЮМЗ-6?
Обычно меняют при выработке ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности, превышающих 0,06 мм.
Размер диаметра юбки поршня определяют в плоскости, перпендикулярной к отверстию под поршневой палец (рис. 2.1.32).
Аналогичнло у поршня замеряют зазоры по высоте между канавками поршня и поршневыми кольцами (рис. 2.1.33).
При повышенном зазоре между канавкой поршня и новым поршневым кольцом годного размера, поршень меняют.
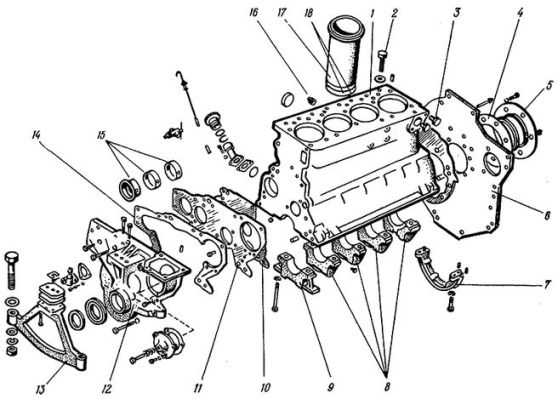
Рис. 2.1.29. Расположение деталей блока цилиндров трактора МТЗ-80, МТЗ-50, ЮМЗ-6, запчасти:
1 — блок цилиндров;
2 — болт;
3 — рым-болт;
4, 10, 14 — прокладки;
5 — корпус сальника;
6 — задний лист двигателя;
7 — опора картера;
8 — крышки;
9 — крышка коренного подшипника;
11 — щит;
12 — крышка шестерен;
13 — опора;
15 — втулки;
16 — пробка;
17 — гильза цилиндра;
18 — кольца гильзы
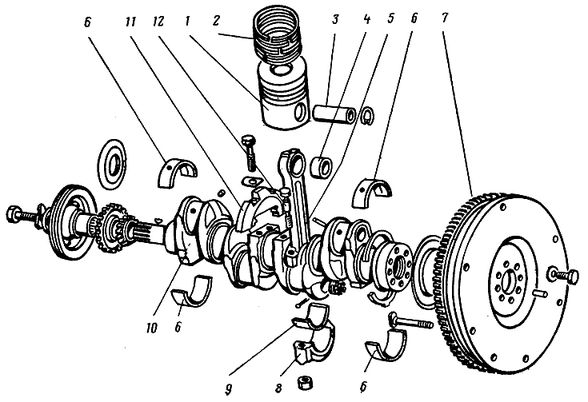
Рис. 2.1.30. Расположение деталей блока кривошипно-шатунной группы трактора МТЗ-80, МТЗ-50, ЮМЗ-6, запчасти:
1 — поршень;
2 — поршневые кольца;
3 — поршневой палец;
4 — втулка верхней головки шатуна;
5 — шатун;
6 — коренной вкладыш;
7 — маховик;
8 — крышка шатуна;
9 — вкладыш шатуна;
10 — коленчатый вал;
11 — противовес;
12 — болт
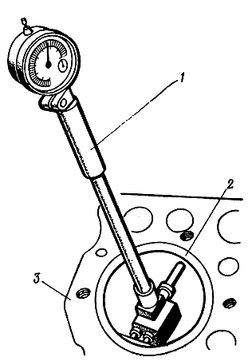
Рис. 2.1.31. Замер (измерение) диаметра гильзы цилиндра трактора МТЗ-80, МТЗ-50, ЮМЗ-6:
1 — индикаторный нутромер;
2 — гильза цилиндра;
3 — блок цилиндров
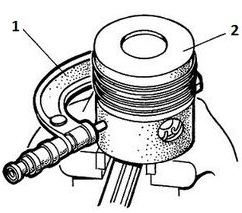
Рис. 2.1.32. Замер (измерение) диаметра юбки поршня трактора МТЗ-80, МТЗ-50, ЮМЗ-6:
1 — микрометр;
2 — поршень
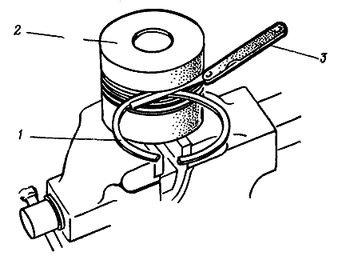
Рис. 2.1.33. Замер (измерение) зазора между канавкой поршня и поршневым кольцом трактора МТЗ-80, МТЗ-50, ЮМЗ-6:
1 — кольцо;
2 — поршень;
3 — пластинчатый щуп
Основные показатели цилиндро-поршневой группы МТЗ-80, МТЗ-50, ЮМЗ-6
Зазор между юбкой поршня и гильзой цилиндра, мм:
номинальный
0,18—0,20
допустимый
0,26
Зазор в замке поршневых колец, мм:
номинальный
0,40—0,80
допустимый
4,0
Зазор по высоте между канавкой поршня и поршневым кольцом, мм: номинальный
для компрессионных колец
0,08—0,12
для маслосъемных колец
0,05—0,09
допустимый
0,30
Цилиндро-поршневую группу в сборе меняют при зазоре (разности диаметров) между юбкой поршня и гильзой, превышающем допустимое значение.
Гильзы из блока выпрессовывают специнструментом (рис. 2.1.34).
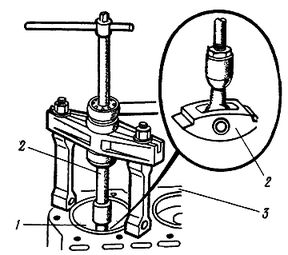
Рис. 2.1.34. Выпрессовка гильзы из блока цилиндров МТЗ-80, МТЗ-50, ЮМЗ-6:
1 — гильза цилиндра; 2 — съемник; 3 — блок цилиндров
Рассмотрм такой момент — диаметры гильзы и поршня находятся в пределах допуска. Здесь поступаем следующим образом: выдавливаем гильзу из блока,
разворачиваем ее вокруг оси на 90°, т.к. гильза и поршень чаще всего изнашиваются в плоскости качания шатуна. Ну а далее запрессовываем гильзу
обратно в блок.
Поршневые кольца меняем при превышении зазора в замке кольца допустимого значения при установке кольца в неизношенную верхнюю часть гильзы.
До сборки цилиндро-поршневой, смотрим на состояние поршневого пальца, шатуна и параметры втулки верхней головки шатуна.
Втулку меняем, если увеличился диаметр отверстия под поршневой палец или ослабли посадки в верхней головке шатуна.
Поршневой палец и втулку верхней головки шатуна меняют, если зазор между пальцем и втулкой стал более 0,06 мм. Палец меняют при овальности и
конусности превышающей 0,02 мм.
Изгиб и скручивание шатуна определяют на устройстве КИ-724 (рис. 2.1.35).
Во время сборки шатуна в его верхнюю головку на первом этапе запрессовывают втулку (рис. 2.1.36).

Рис. 2.1.35. Замер шатуна на изгиб и скручивание в МТЗ-80, МТЗ-50, ЮМЗ-6
1 — прибор КИ-724;
2 — шатун
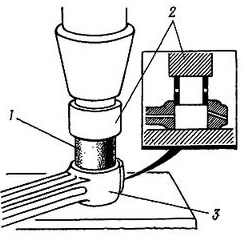
Рис. 2.1.36. Запрессовка втулки в верхнюю головку шатуна МТЗ-80, МТЗ-50, ЮМЗ-6:
1 —втулка;
2 — пресс;
3 — шатун
Для подводки отверстия втулки верхней головки шатуна под поршневой палец, последний немного раскатывают.
Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем, как правило, не должен превышать 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленвала выполнены, изготавливаются с повышенной точностью.
Необходимый зазор при неизменной постели подшипника гарантируется сообразными диаметрами шеек коленчатого вала.
Следовательно вкладыши обычно заменяют без лишних подгоночных действий и обязательно попарно.
Не разрешаются следующие действия: замена только одного вкладыша из пары; опиливание или выравнивание шабером стыков вкладышей или крышек подшипников;
размещение прокладок между вкладышами и постелью, между крышкой и шатуном. В процессе замены нужно помнить, что размерная группа вкладышей
всегда соответствует размерной группе шеек коленвала.
До процесса замены старых деталей цилиндро-поршневой группы на новые, их нужно выбрать согласно размерным группам.
Гильзы цилиндров подбирают по размерным группам согласно внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части.
Поршни и гильзы цилиндров, которые вы хотите ставить на двигатель, должны быть одной размерной группы.
Размерные группы цилиндров и поршней двигателя Д-240
Обозначение размерной группы
Диаметр гильзы цилиндра, мм
Диаметр юбки поршня в нижней части по наибольшему измерению, мм
М
110,00—110,02
109.88—109,90
С
110,02—110,04
109.90—109,92
Б
110,04—110,06
109,92—109,94
Маркировка размерных групп нанесена на нерабочем верхнем торце гильзы и на днище поршня.
Перед простановкой гильзы в блок резиновые уплотнения нужно сменить.
Небольшими постукиваниями молотка, гильзу устанавливают с помощью ступенчатой оправки (рис. 2.1.37). При затруднительном вхождении гильзы, можно
для запрессовки применить специальный винтовой инструмент (рис. 2.1.38).
После запрессовки нужно замерить выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39).
Оно должно находиться в диапазоне 0,065 — 0,165 мм.
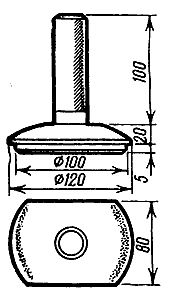
Рис. 2.1.37. Оправка для запрессовки гильзы цилиндра трактора МТЗ-80, МТЗ-50, ЮМЗ-6
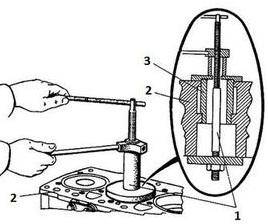
Рис. 2.1.38. Запрессовка гильзы цилиндра трактора МТЗ-80, МТЗ-50, ЮМЗ-6 винтовым приспособлением:
1 — приспособление;
2 — блок цилиндров;
3 — гильза цилиндра
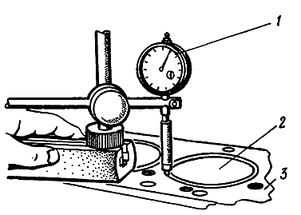
Рис. 2.1.39. Проверка выступания бурта гильзы цилиндра МТЗ-80, МТЗ-50, ЮМЗ-6:
1 — индикатор;
2 — гильза цилиндра;
3 — блок цилиндров
При небольшом проваливании гильз допускается установка медных прокладок под бурт гильзы. При выборе поршней обращают внимание на размерных
группах
поршневых пальцев. Внутренняя поверхность этих деталей и бобышка поршня размечена краской. Поршни и поршневые пальцы берут одной размерной группы.
Поршневой палец запрессовывают в предварительно нагретый в масле поршень. Нагревают поршень до температуры 70—80° С.
Разброс по массе между шатунами в сборе с поршнями, размещаемых на двигатель Д-240, не должна превышать 15 г.
Упругость поршневых колец можно проверить с помощью устройства МИП-100 (рис. 2.1.40). Если зазор в замках находится в пределах 0,3—6,6 мм (рис. 2.1.41),
упругость колец не должна быть более: первого (верхнего) — 60—82 Н, второго и третьего — 58—78 Н.
Поршневые кольца на поршень одевают аккуратно, предохраняя кольца от случайных
поломок, благодаря специальному устройству(рис. 2.1.42). При правильной установе колец, они должны без напряга двигаться при поворачивании поршня и утопать
в канавках под действием собственной массы.
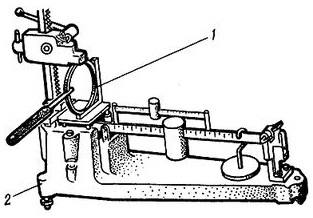
Рис. 2.1.40. Проверка на упругость поршневых колец МТЗ-80, МТЗ-50, ЮМЗ-6:
1 — поршневое кольцо;
2 — приспособление МИП-100
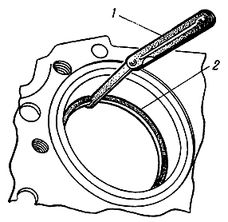
Рис. 2.1.41. Замер зазора в замке поршневого кольца МТЗ-80, МТЗ-50, ЮМЗ-6:
1 — пластинчатый щуп;
2 — поршневое кольцо
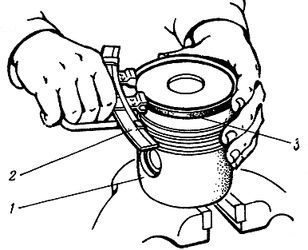
Рис. 2.1.42. Как одеть поршневое кольцо МТЗ-80, МТЗ-50, ЮМЗ-6:
1 — поршень;
2 — приспособление;
3 — поршневое кольцо
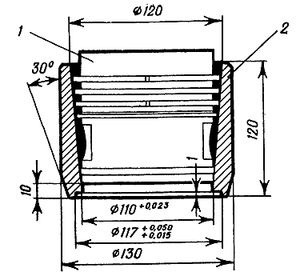
Рис. 2.1.43. Конусная оправка для установки поршня МТЗ-80, МТЗ-50, ЮМЗ-6:
1 — поршень;
2 — оправка
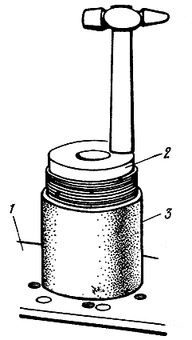
Рис. 2.1.44. Установка поршня с шатуном в блок цилиндров МТЗ-80, МТЗ-50, ЮМЗ-6:
1 — блок цилиндров;
2 — поршень;
3 — оправка
Замки первого и третьего поршневых колец нужно разместить в канавках поршня под углом 180° относительно замков второго и четвертого колец.
Поршень в сборе с кольцами и шатуном обильно поливают маслом, и с помощью конусного устройства (рис. 2.1.43) ставят в гильзу
цилиндра, слегка простукивая по днищу поршня рукояткой молотка (рис. 2.1.44).
Болты шатунных подшипников затягивают динамометрическим ключом в несколько подходов.
Регулировочные данные при сборке двигателя Д-240
Момент окончательной затяжки гаек крепления головки цилиндров, Н-м
150—170
Момент затяжки шатунных подшипников, Н-м
140—160
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) на холодном дизеле, мм
0,25—0,30
Когда поршень располагается в ВМТ, он не должен выступать выше поверхности блока более чем на 0,5 мм.
В конце установки цилиндро-поршневой группы и крышек шатунных подшипников ставят масляный насос, его накачиваемые и всасывающие
трубопроводы и закрывают поддон картера. Картерную прокладку нужно смазать с двух сторон графитной смазкой (продают в магазинах) или герметиком
типа «Эластосил 137-83». В цилиндры при этом заливают по 30—50 г двигательного масла. Прокладку головки цилиндров так же со всех сторон промазывают
графитной пастой. Болты крепления головки, желательно по-правилам, затянуть динамометрическим ключом (рис. 2.1.45)
в кодированной специальными деятелями, последовательности (рис. 2.1.46) в два — три приема.
Ну а далее ставят штанги и оси коромысел в сборе с коромыслами.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме нужно строго соблюдать по
правилам и регулировочным сведениям при сборке двигателя МТЗ-80, МТЗ-50, ЮМЗ-6.
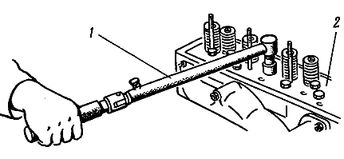
Рис. 2.1.45. Затяжка болтовых креплений головки цилиндров МТЗ-80, МТЗ-50, ЮМЗ-6:
1 — динамометрический ключ;
2 — головка цилиндров
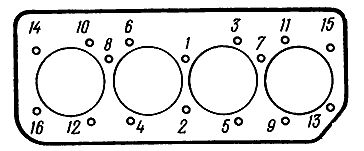
Рис. 2.1.46. Порядок затяжки болтов крепления головки цилиндров МТЗ-80, МТЗ-50, ЮМЗ-6
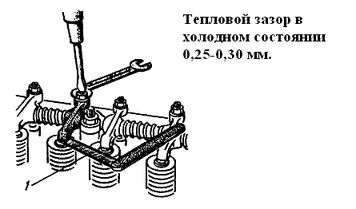
Рис. 2.1.47. Регулировка теплового зазора в клапанном механизме МТЗ-80, МТЗ-50, ЮМЗ-6:
1 — пластинчатый щуп